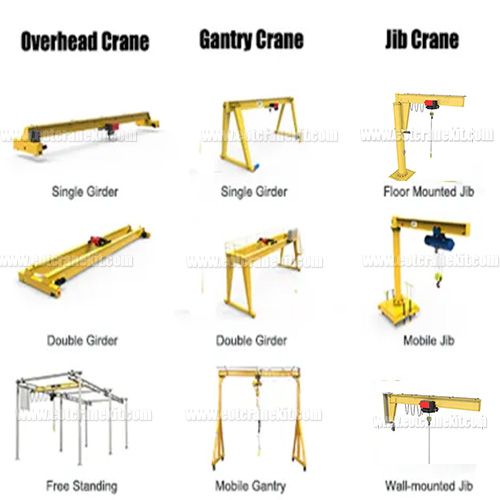
Bridge Crane & Gantry Crane for Pharma Manufacturing & Storage
Cleanroom cranes for pharma manufacturing & packaging, ie, cleanroom portable gantry crane, overhead crane, kbk crane, explosion proof crane & custom crane.
The pharmaceutical industry is complicated and occasionally dangerous. The production process involves precise, safe and hygienic lifting at the weighing, processing and packing phases. Our specialized lifting solutions can address the key issues facing the sector, such as increasing productivity while providing significant health and safety advantages.
The main challenges of pharma industry
- The pharmaceutical manufacturing process entails considerably more than merely mixing materials to create tablets, capsules, liquids, or ointments. Material flowrate has a significant impact on the process. High performance depends on continuously feeding input into subsequent processes along the line; this necessitates dependability, accuracy, cleanliness, and few interruptions.
- The procedure is also hazardous. There are moving machine parts, pressured equipment, and manual handling of large items, typically in limited places. In the pharmaceutical sector, lifting, pushing, tugging, transporting, and setting down goods are currently to blame for an astounding 66% of accidents and injuries.
- The continuous emphasis on productivity is a challenge for production managers. Pharma still has a long way to go before it can match other industries' advancements in rethinking their business models to reduce costs and staffing levels. Despite having various cost structures, big pharma, smaller businesses, healthcare conglomerates, and generics producers have all had difficulty achieving step-change productivity increases.
- One step in the pharmaceutical production process that could help alleviate some of these issues is frequently overlooked. This article looks at how using smart lifting technology created for the pharmaceutical industry can improve performance on:Weighing and dispensing;Processing;Packaging
Cleanroom crane for material handing in pharmaceutical processing
The prevention of contamination is a priority while processing pharmaceutical ingredients. The sensitive procedure for producing medications requires careful management of the active medicinal components. In order to maintain a safe environment, production frequently takes place in covered cleanroom facilities built to maintain extremely low levels of particulates, airborne organisms, or vaporized particles. Each piece of equipment must be built with the least amount of air pollution generation and can be very easy to clean.
How do you make sure your cleanroom crane can be used in the pharmaceutical industry? Precision in manufacture and exceptional quality are hallmarks of the modern pharmaceutical sector. Cleanroom cranes that have been properly constructed are essential for achieving these high standards of precision and cleanliness. Continue reading to learn how to maintain consistently high levels of cleanability.
Why is cleanability so important?
The material and/or surface treatment that is most suited for a lifting or hoisting device depends on the specifications established for particular work or production conditions. The cleanability of the crane would be your starting point in the pharmaceutical industry.
Numerous dangers could (cross)contaminate or poison raw materials or finished products when producing pharmaceutical products like drugs. To avoid the most serious threat to the pharmaceutical industry, microbial contamination, cleanliness is essential. Consider the following in any case:
The appropriate material selection
The pharmaceutical industry is a dry industry, meaning that no water is used in the manufacturing, production, or cleaning processes. That is why there is such a diverse range of materials to choose from. Stainless steel and steel are the two most commonly used materials for cranes in the pharmaceutical industry.
ATEX-free systems
ATEX-free systems are occasionally installed on cleanroom cranes in the pharmaceutical sector. ATEX refers to any situation in which there is a risk of gas or dust explosions. Consider the handling of pharmaceutical dust and powders. A potential explosive situation arises if powder particles mix in the air and then combine with the oxygen present in the space. Explosion proof hoist and cranes are needed.
Cleaning procedures
The 'correct' cleaning procedure is determined by a variety of factors, including the type of crane, the surface treatment used, and the temperature. It should be noted that the cleaning method should always be in accordance with and documented in accordance with the regulations of the country / region where the drugs or pharmaceutical supplies are manufactured.
After-sales support
Remember that maintaining a high level of cleanliness throughout the life of a cleanroom crane necessitates more than just cleaning. A cleanroom crane must be well maintained to avoid rust and the possibility of flakes entering the final product. This is best accomplished through a specialized aftersales program. Cleanroom crane modifications, upgrades, and decommissioning are also managed by these programs. And offer a suitable technical solution to a potential problem.

Overhead crane for cleanroom of pharma production manufacturing
Features of cleanroom overhead cranes
- When compared to standard crane designs, the cleanroom overhead cranes are fewer surfaces and components.
- There are no hidden or internal running surfaces that are difficult to clean.
- Dry lubricant on hoist chain or rope.
- Special paint or powder coating is required.
- For power feeds, use an enclosed conductor system, cable festoon, or energy chain system.
- Clean, wear-resistant, low failure rate, wide speed range, precise positioning.

Advanced European style overhead crane designs with automatic control
- Features of cleanroom automatic intelligent cranes
- The electrical control system of the lifting mechanism adopts a redundant backup scheme. When the lifting mechanism fails, there is a backup follow-up to ensure the safety and reliability of the lifting mechanism;
- Spreader automation: realize the automation of placing, leaving, grasping and releasing;
- Precise displacement and positioning of the spreader: electric anti-rolling and precise positioning technology are adopted, and the positioning accuracy is ≤5mm;
- The computer monitoring system is used to monitor the status of the crane in real time, that is, the life cycle management system of the crane;
- Achieve unmanned operation and remote operation.
- The intelligent technology of the crane is modularized, and each intelligent unit can be applied independently.
Why digital cleanroom crane applications improve the safety of pharma products
Your objective as a pharmaceutical maker of drug products is to attain and uphold the highest possible standards of transparency and safety. You also place a high priority on providing employees who work in pharmaceutical cleanrooms with comfortable working conditions. You can accomplish these goals with the help of the industry's digitization and the ensuing smart and digital crane applications.
Why digitize?
Competition over prices, quality, and customer happiness served as the initial catalyst for the pharmaceutical industry's digitization. Yet the industry has found it to be quite advantageous. Pharmaceutical companies, as an example, can now label packages and make it traceable. Drug fraud is avoided by labeling each and every package.
Digital and intelligent crane applications
Nevertheless, there's more. The most advanced crane applications help in the reduction of product contamination during production. The merging of software and overhead systems, coordinated location, and remote login are three applications that are especially intriguing to the pharmaceutical sector.
Overhead systems with added software
The cleanroom crane can be remotely controlled by integrating software with an overhead system. This implies that nobody has to approach the product. Given that people are still the leading source of pollution in cleanrooms, this significantly increases the safety of the products.
Synchronized positioning
You can lift or lower a load at a very specific, planned spot with the help of coordinated positioning. The system runs largely autonomously. Systems that will operate completely automatically are currently being developed.
Remote access
Service providers can access the crane system remotely over an ethernet connection, such as Cleanroom Cranes by Mennens. To monitor systems, evaluate their maintenance status, identify potential issues, and update software, service providers employ remote login. In other words, remote login enables you to swiftly predict potential crane malfunctions by providing early knowledge.
Material handing in pharmaceutical packaging
Mounting materials onto packaging machines is frequently heavy and laborious work. Reels of plastic film can weigh up to 150kg. This heavyweight task not only puts the person handling the material at risk, but it can also halt production if the materials are not quickly installed in the machine. A fully mobile lifter designed for use in pharmaceutical manufacturing areas simplifies and expedites this process by allowing ergonomic handling of heavy reels of packaging materials.
Once the packing process is complete, the final stage of the pharma manufacturing process necessitates the safe and dependable handling of packaged goods, which frequently necessitates the movement of boxes to and from pallets. Vacuum-assisted handling prevents cartons containing sensitive pharmaceuticals from being damaged. It also enhances workplace ergonomics and safety by reducing workplace injury and muscle stress caused by repetitive lifting.

For cleanroom material handling operations, clean room mobile gantry cranes are very popular. The clean movable gantry's main advantages are its ability to travel in all directions, ease of installation and disassembly, and small footprint. It can be installed and used in a different location with a small truck. The steel framework is thoughtfully designed for heavier loads weighing 500kg to 10 tons, while the aluminum gantry cranes can handle loads weighing up to 2 tons. Cleanroom gantry cranes with telescopic designs can be adjusted in stages in terms of width and height. And also, the dust-free hoist is adopted so that the clean room won't become contaminated.

The cleanroom kbk crane is a sort of lifting device used in clean room environment workshops. A clean room is a space with good airtightness that regulates several factors as needed, including temperature, humidity, pressure, and noise.
The high-capacity safety electric rails, dust-proof hooks, dust-proof covers, and dust-proof grooves on the cleanroom kbk crane are all constructed of corrosion- and wear-resistant materials.
Wrap it up,
- Pharmaceutical manufacturing is complicated and sometimes dangerous.
- There is a constant pursuit of productivity and competition for skilled labor. The manufacturing process necessitates precise, safe, and sanitary lifting at the weighing, processing, and packaging stages.
- Customized, semi-automatic lifting equipment can increase productivity while also providing significant health and safety benefits, which can have a positive impact on recruitment and retention.
Article by Bella ,who has been in the hoist and crane field since 2016. Bella provides overhead crane & gantry crane consultation services for clients who need a customized overhead travelling crane solution.Contact her to get free consultation.